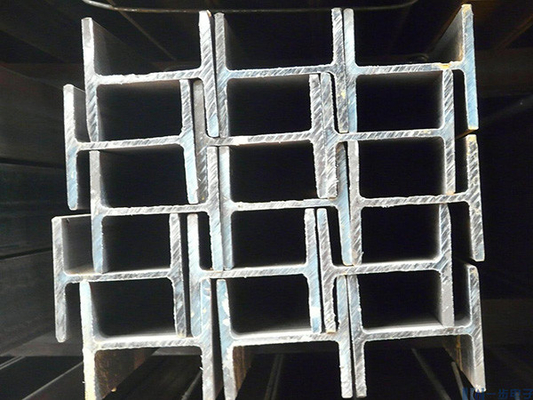
Cold Bending Roll Formed Stainless Steel Profile Welded Pipe/Tube
Product Description
JIS Standard Cold Bending Roll Formed stainless steel profile
Packaging & Delivery
Packaging Detail: Standard export packing or following customer's demand
Delivery Detail: The exact time is according to the order quantity
Specifications
Stainless Steel Welded Pipe/Tube
1. OD: 8mm-101.6mm
2. Thickness: 0.3mm-2.0mm
3. Length: As customer requirements.
Stainless Steel Welded Pipe/Tube
1. Standard: ASTM A213, ASTM A312, ASTM A269, ASTM A789, JIS G3448, JIS G3456,
JIS G3459, JIS G3463, DIN 10216, DIN 17458
2. Steel Grade:
200 series: 201, 202
300 series: 301, 304, 304L, 309S, 310S, 316L, 316Ti, 321, 347
400 series: 409, 409L, 410, 410S, 416, 420, 420J1, 430, 444, 446
900 series: 904L
Duplex steel: 2205, S32304, S31500, S31803/S32205, S32900, S31260, S32750, S32550.
Other: 0Cr13, 1Cr13, 1Cr17, 2Cr13, 3Cr12, 3Cr13.
3. OD range: 8mm-101.6mm
4. Wall thickness range: 0.3mm-2.0mm
5. Length: As demand
6. Surface finish: Pickling, annealing, manual Polish and mechanical Polish, mirror Polish
7. Manufacture technology: Cold rolled, cold drawn
Applications of Stainless Steel Welded Pipe:
1) Food producing equipment, particularly beer brewing, milk processing & wine making;
2) Kitchen benches, sinks, troughs, equipment and appliances;
3) Architectural paneling, railings & trim;
4) Chemical containers, including for transport;
5) Heat Exchangers;
6) Woven or welded screens for mining, quarrying & water filtration;
7) Threaded fasteners;
8) Spring
Manufacturing Process of Stainless Steel Pipe:
The process commences with the formation of welded mother tube on the tube mill from imported and tested prime quality stainless steel strips. The latest TIG multi electrode welding technique is employed for superior weld quality and 100% Fusion, with argon purging, No filler metal added.
These mother tubes are solution annealed at 1060 D. 1100 D. C in continuous annealing furnace followed by immediate quenching to prevent chromium carbide precipitation.
Annealing of mother tuber ensures:
A) Removal of stress induced during tube forming and cold drawing:
B) Sufficient ductility and softness for cold drawing:
C) Transformation of the weld zone to austenitic nature,
D) Re crystallization of metallic grains to original form and thereby improving corrosion resistance.
During annealing, scales are formed on the surface of the tubes. In order to remove these, the tubes are pickled by immersing into hot pickling solution made of nitric acid, sulphuric acid and hydrofluoric acid.
The tubes are then coated with proper lubricant and then cold drawn over a drew bench:
1) To vary the metallurgical structure and restore the properties to the parent material:
2) To achieve a tube having closer dimensional tolerances:
3) To achieve a tube having closer dimensional tolerances:
4) To produce tubing of smaller size and wall thickness.
5) To reorient the grain structure of weld portion with that of the parent material and
6) To remove/minimize the internal bead.
Drawing is followed by subsequent annealing and pickling to restore the properties of the entire tube to that of the parent material. The tubes are then passiated to impart extra corrosion resistance. Thereafter every tube is electrically marked with material grade, size and manufacturing standard.
Chemical composition
| Grade |
Chemical composition |
| C |
Cr |
Ni |
Mn |
P |
S |
Mo |
Si |
| 304 |
≤0.07 |
17.00-19.00 |
8.00-10.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 304L |
≤0.030 |
18.00-20.00 |
8.00-10.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 309S |
≤0.08 |
22.00-24.00 |
12.00-15.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 310S |
≤0.08 |
24.00-26.00 |
19.00-22.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 316L |
≤0.030 |
16.00-18.00 |
12.00-15.00 |
≤2.00 |
≤0.035 |
≤0.030 |
2.00-3.00 |
≤1.00 |
| 317L |
≤0.08 |
18.00-20.00 |
11.00-15.00 |
≤2.00 |
≤0.035 |
≤0.030 |
3.00-4.00 |
≤1.00 |
| 321 |
≤0.08 |
17.00-19.00 |
9.00-13.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 316Ti |
≤0.08 |
16.00-19.00 |
11.00~14.00 |
≤2.00 |
≤0.035 |
≤0.030 |
1.80-2.50 |
≤1.00 |
| 3cr12 |
≤0.12 |
12.00-14.00 |
4.00-6.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 430 |
≤0.12 |
16.00-18.00 |
- |
≤1 |
≤0.04 |
≤0.03 |
- |
≤1 |
| 446 |
0.007 |
25.7 |
- |
0.2 |
0.012 |
0.007 |
0.8 |
- |
| 904L |
2.00 |
19.00-23.00 |
23.00-28.00 |
1.00 |
0.035 |
- |
4.00-5.00 |
0.045 |

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!